 Skip to content
Skip to content Precision Deep Draw Stamping
A reliable source for Deep Drawn Stampings parts.
- All uploads are secure and confidential.
Our Deep Draw Stamping Capabilities
Since 1998,Chengli Hardware has been the industry leader in deep draw stamping. We offer custom deep drawn stamping services for clients in a wide range of industries.Our in-house tooling fabrication helps control project costs while ensuring the highest quality standards.We specialize in manufacturing complicated products, and will produce your small, medium, or large deep drawn stamping with the highest levels of precision and quality.
| Features | Capabilites |
|---|---|
| Deep Draw Metal Stamping | up to 15" |
| Deep Draw Metal Stamping | up to 55″ diameter |
| Rectangular Draw Forming | 40” x 80" |
| Metal Stamping thickness | 0.02 T---0.05 T |
What is Deep draw Stamping?
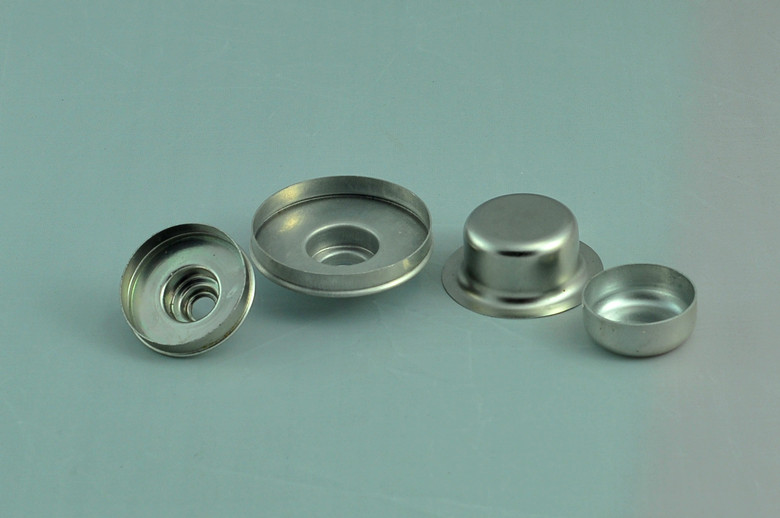
Deep Drawn Stamping is a specialized metal forming process used to create complex parts with a variety of shapes and sizes. This process involves drawing flat sheet metal into a die to form a specific shape.
At Chengli Hardware , we specialize in this process and have over 20 years of experience in the industry.

Advantages of Deep drawing Stamping
- Faster Production: Deep draw stamping can swiftly create large quantities of components without sacrificing quality by using stamping machines with a range of tonnages, including 45 and 80 tons.
- Cost Savings: The ability to save money is one of the deep draw stamping’s most important benefits. Long-term cost savings are possible since the procedure utilizes less material and involves fewer processes than other metal forming techniques.
- More Precision: Deep draw stamping can create parts with greater precision, which is crucial in many industrial applications.
- Stronger Parts:With consideration for elements like strength-to-weight ratios and stress resistance, our specialists can assist you in making the optimum material and design choices for your particular application.
Challenges of Deep drawing Stamping
- Tooling Costs: Because deep draw stamping requires specialized tooling, such as dies and punches, there can be significant upfront costs associated with setting up the process. However, these costs can be mitigated by working with a skilled and experienced metal stamping supplier like Chengli Hardware, who can help you optimize your designs and tooling for maximum efficiency and cost savings.
Design Limitations: Another potential disadvantage of deep draw stamping is that it may not be suitable for all part designs. Because the process relies on compressing metal sheets into a desired shape, there may be limitations on the complexity and depth of the part that can be achieved. However, our team of experts can work with you to determine the best approach for your specific application, and recommend alternative processes if necessary.
Additional process employed in deep draw stamping:
Deep drawn stamping involves a variety of processes beyond the basic technique of drawing sheet metal into a 3D shape. These processes can be used to further customize and refine the final part.
- Adding beads, ribs, and flanges to the part’s surface. These raised features can enhance the strength, stability, and rigidity of the part.
- Bulging:stretches and expands metal in specific areas to create a desired shape or feature. Coining:compresses the metal in a particular area to create a raised or recessed feature, often for decorative or functional purposes.
- Curling:bending the edges of the metal sheet to form a rounded or curved shape.
- Dimpling creates a small indentation or depression in the metal sheet, usually for aesthetic or functional purposes.
- Embossing:raises or recesses a design or pattern in the metal sheet.
- Extruding is another process that forces the metal through a shaped die to create a continuous profile or shape.
- Hole forming is used to punch or drill holes into the metal sheet for attachment or assembly purposes.
- Ironing is a process that compresses the metal sheet to create a smoother and more uniform surface finish.
- Marking can stamp or laser etch identifying information onto the part, such as part numbers or logos.
- Necking :narrows the diameter of the metal sheet in a specific area to create a desired shape or feature.
- Notching :involves cutting small grooves or notches into the metal sheet, often for assembly or attachment purposes.
- Threading creates threads on the part either by cutting them directly into the metal or by adding a threaded insert.
- Trimming involves cutting excess material from the edges of the part to achieve the desired final shape and dimensions.
How does deep draw Stamping Work?
Deep drawn stamping is a metal forming process that involves the use of specialized dies and punches to create complex and intricate shapes from flat sheet metal. The process is called “deep drawn” because it involves drawing or pulling the metal sheet into a three-dimensional shape with a depth that is greater than its diameter.
The process typically starts with a blank piece of sheet metal, which is clamped onto a die and then drawn or pulled down into the die cavity using a punch. As the punch presses down on the sheet metal, it creates tension and compresses the metal into the desired shape. This process is repeated multiple times, with the metal being progressively drawn into deeper and more complex shapes until the final part is formed.
Deep Draw Stamping Materials
Chengli Hardware works with a variety of materials, including stainless steel, aluminum, brass,steel and copper with material thicknesses 0.1-1.3mm, to provide customized solutions for your unique application.
| Aluminum | Stainless steel | Steel | Brass | Copper | Bronze |
|---|---|---|---|---|---|
| 1060 | 301 | 1006 | C23000 | C110 | Phosphor Bronze |
| 3003 | 302 | 1008 | C26000 | C510 | |
| 5052 | 304 | 1010 | |||
| 5083 | 316 | 1050 | |||
| 6061 | 409 | 1065 | |||
| 6063 | 430 | Tool Steel | |||
| 7075 | 420 | Galvanized Steel |
Deep Drawing Stamping Finish
We offer a variety of organic coating solutions to meet our customers’ special requirements. If you do not see the material finish combination you are looking for, please fill the quote sheet, and our experts will help you.
The metal stamping parts are typically deburred and cleaned, with a surface finish that is smooth but not polished or textured.It is characterized by visible tool marks, scratches.
Polishing can improve aesthetics and reduce surface roughness using a buffing or abrasive process.The surface rougness could reach to Ra0.8μm ,even Ra0.4μm.
A process where the surface of the metal is roughened or textured by blasting it with abrasive particles or media, such as sand or glass beads.This can help with grip or visual appeal.
Anodizing is a surface finishing process that produces a protective oxide layer on the surface of aluminum parts.
Type II( MIL-A-8625 Type II), provides corrosion resistance and can be done in different colors, such as clear, black, red, and gold.
On the other hand, Type III anodizing, also known as MIL-A-8625 Type III “hardcoat,” is thicker than Type II and creates a wear-resistant layer in addition to corrosion resistance.
Alodine is a chemical process, used to create a protective layer on the surface of the metal stamping parts, improving corrosion resistance and bonding capabilities.
This involves the surface of the metal stamping parts is brushed with an abrasive material, creating a textured or satin-like finish.
A layer of chromium is electroplated onto the surface of the metal stamping parts, creating a highly reflective and corrosion-resistant finish.
Passivation is a chemical process that removes surface contaminants and creates a passive layer on the surface of the metal part, protecting it from corrosion.
Electrophoresis coating, also named E-coating, is an electrocoating process where the metal is immersed in a bath of paint particles and an electric current is applied to create an even coating. Normally the color is black.
Phosphate Plated is a chemical and electrochemical reaction to form a phosphate chemical conversion film. This process is normally applied to steel materals.
Carburizing is a heat treatment process that introduces carbon into the surface layer of the metal to improve hardness and wear resistance.
A layer of zinc is electroplated onto the surface of the metal stamping parts, providing corrosion resistance and an attractive finish. We could supply white,blue,yellow,green colors.
Nickel electroplating is commonly used to improve the corrosion resistance, wear resistance, and surface finish of metal parts.
Nickel electroless plating is a chemical process that deposits a layer of nickel onto the surface of the metal part, creating a uniform and corrosion-resistant finish.
Powder coating is electrostatically applied to the metal stamping parts, which are then baked in an oven to create a durable and attractive finish. A wide variety of colors are available to create the desired aesthetic.
Liquid paint is applied to the surface of the metal stamping parts, providing an attractive finish but typically less durability than powder coating.
This involves the application of a layer of tin to the surface of the metal for improved corrosion resistance and solderability
Black oxide is a chemical process that creates a dark, corrosion-resistant finish on the surface of the metal part.
PVD is an industrial manufacturing process, i.e., vacuum coating, that gives products a beautiful metallic texture and excellent performance. It applies for metal and plastic material, a kind of expensive finishing process.Gold Plating provides good corrosion and tarnish resistance with excellent solderability
Gold Plating provides good corrosion and tarnish resistance with excellent solderability. Normally the thickness is 0.00002″ – 0.00005″.
Silk printing, also known as screen printing or serigraphy, is a printing technique that uses a woven mesh to support an ink-blocking stencil.
Deep Drawing Stamping Design Guidelines
The reasonable design of the deep drawing stamping directly determines the price, quality, and capacity of the product.
The material type should be carefully chosen depending on the intended use and the part’s needs.We suggest to choose the ductile and easily formed materials, such as steel, aluminum, stainless steel .
Thinner materials are easier to shape, but they may lack the necessary strength. Then the material thickness should be chosen to guarantee that the finished product is strong and durable.
.
The N and R values are essential characteristics that assist determine the material’s formability. More formability is indicated by higher N and R values.
To ensure that the final product has the proper dimensions and shape, the blank size and shape should be carefully created.
Part geometry should be tailored to reduce stress concentrations and ensure that the component can be manufactured without tearing or wrinkling.
To guarantee that the part is produced correctly and to reduce the danger of flaws, the press speed should be carefully managed.
Carefully plan the draw radii to guarantee that the part can be created without tearing or wrinkling.
The draw ratio is the proportion of the blank diameter to the final part diameter. A larger draw ratio necessitates more force and may lead to material thinning.
To reduce the chance of faults in the final item, the die surface finish should be smooth and devoid of imperfections.
The die temperature should be carefully managed to ensure proper material formation and to reduce the danger of flaws.
To reduce friction and ensure that the part can be produced without tearing or wrinkling, a suitable lubricant should be used.
The draw bead height and shape should be carefully planned to guarantee that the part can be produced correctly and that faults are minimized.
Binder pressure should be carefully managed to ensure proper part formation and to reduce the chance of faults.
The binder deflection should be carefully designed to ensure proper component formation and to reduce the risk of faults.
The standoff height should be carefully selected to enable proper part formation and to reduce the chance of faults.
From Prototyping to Production
Chengli offers a wide variety of production volumes for precision deep drawing die stamping.
Prototyping
Chengli offers metal stamping prototyping services for customers who need to test the viability of their product designs before moving into production. This service is ideal for customers who need to quickly iterate and refine their product designs.

Low Volume
For metal stamping projects with quantities up to 10,000 units, Chengli offers low-volume production services. Such service is perfect for customers who need smaller metal stamping orders to bridge the development of a product between prototypes and mass manufacturing, or who are looking for customized products.

High Volume
We can accommodate high volume metal stamping projects with quantities in excess of 10,000 units. Our production facilities are equipped to handle high volume production runs with precision and efficiency, ensuring that our customers receive cost-effective solutions.

Short Run Stamping
Short run stamping is often used for prototyping or for fulfilling small orders,typically ranging from a few hundred to a few thousand units.It is commonly used in industries such as automotive, aerospace, and electronics.

Long Run Stamping
Long run stamping is used for high-volume manufacturing applications where consistent quality, high efficiency, and low cost per part are critical.It often requires specialized equipment, automated production processes, and strict quality control measures to ensure that each part meets the required specifications.

Why Use Chengli's Metal Stamping Services?
Thanks to our highly efficient process, we provide quick, accurate tooling and unmatched short-run and long-run stamping.
Cost Advantage
Our metal stamping services are cost-effective due to our advanced manufacturing processes, efficient production techniques, and experienced engineering team. We are committed to offering competitive pricing without sacrificing quality or delivery times.
Manufacturing Capabilities
Our state-of-the-art facility is equipped with a wide range of high-speed stamping presses and other advanced manufacturing equipment. We have the capability to produce complex parts with tight tolerances, and we offer a variety of secondary operations to complete your parts to your exact specifications.
Quality Assurance
We maintain rigorous quality control standards throughout our entire manufacturing process to ensure that every part we produce meets or exceeds customer requirements. Our quality management system is certified to ISO 9001:2015, and we utilize advanced inspection equipment and techniques to verify the accuracy and consistency of our products.
See What Our Customers Say About Us
See what our satisfied customers have said regarding how we fulfilled their requirements.

Deep Draw Stamping FAQ
Below you will find the answers to the most common questions we get about the deep draw stamping process.
What is the deep draw stamping?
Deep draw stamping is a metal forming process used to create complicated, seamless sheet metal parts and components. A metal sheet is stretched across a die before being drawn into a forming die with a punch
What are some advantages of deep draw stamping?
Deep draw stamping has various advantages, including improved speed, lower prices, preserving tolerances, producing extraordinarily robust products, and working with a range of metals.
What is the difference between deep drawing and stamping?
Deep drawing is a metal forming method that involves stretching a metal sheet over a die and then drawing it into a forming die with a punch.
Stamping is a metal forming process that involves cutting, punching, and bending metal sheets into particular forms.
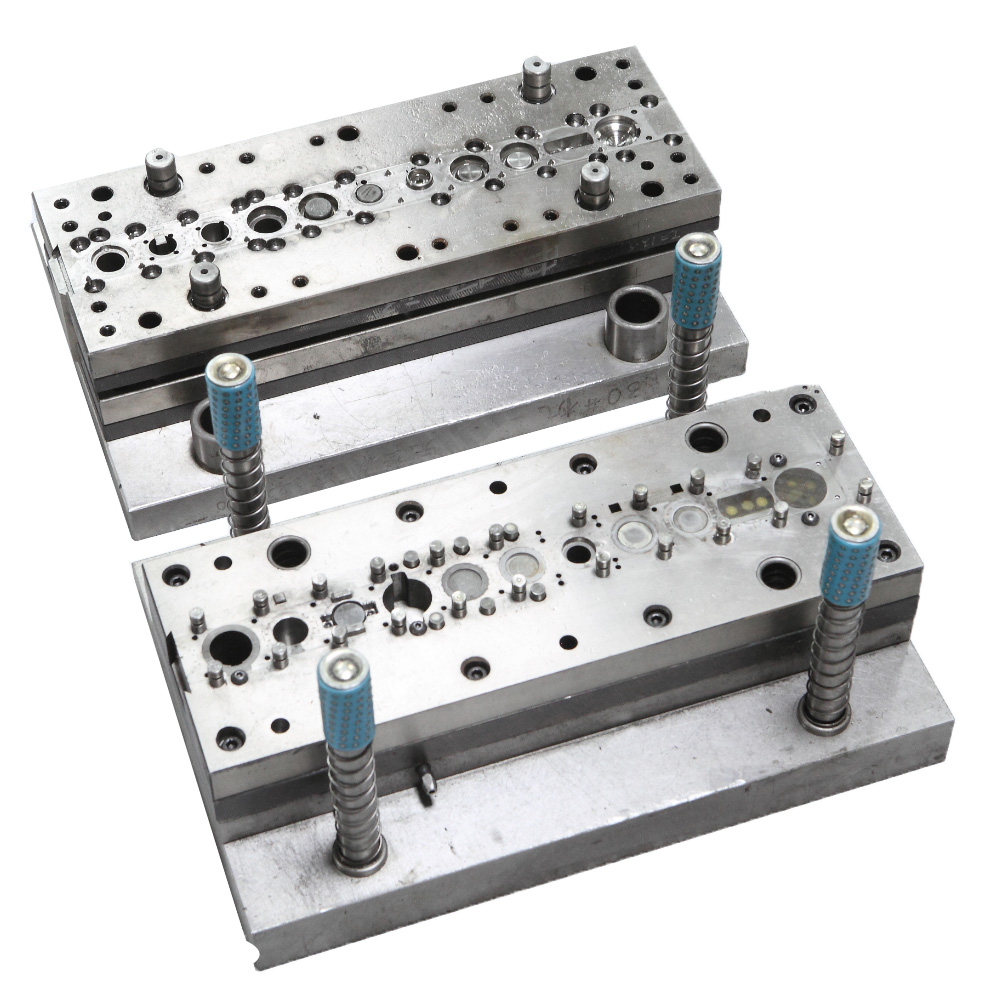
How are deep draw stamping dies designed?
Deep draw stamping dies are created with computer-aided design (CAD) software and precision manufacturing techniques. The die is made up of a punch and a die cavity that are meticulously designed to suit the specifications of the product being manufactured.
What kind of equipment is used in the deep draw process?
A stamping press, a blank holder, a punch, and a die are all utilized in the deep draw process. Additional equipment, such as lubricant application systems and automated feeding systems, can be employed to increase process efficiency.
How much do deep draw components cost?
Deep draw component prices are determined by a variety of factors, including the material used, the intricacy of the part, the volume of production, and the design and manufacturing procedures involved.
What Is the Maximum Part Size Chengli Can deep drawn?
The max deep draw stamping height could reach to 15", and the max diameter is 55".
Deep Draw Stamping Application
From prototyping to production, Chengli has been a leading manufacturer of precision metal stamping parts for a wide range of industries.








Gallery of Deep Draw Stamping Parts
We machine low-volume and high-volume production orders for customers in multiple industries: aerospace, automotive, defense, electronics, hardware startups, industrial automation, machinery, manufacturing, medical devices, oil & gas and robotics.
