Welcome to another informative piece from Chengli Hardware, your trusted partner in precision metal fabrication. Today, we delve into the fascinating world of sheet metal bending. This procedure, although commonplace in our line of work, remains enigmatic to many. We aim to demystify it, elaborate on its different types, and share some valuable tips for those intrigued by this essential process.
Sheet metal bending is an invaluable technique used widely in the manufacturing sector. It is the backbone of the many intricacies in metal bending, and bending steel sheet. The process entails deforming sheet metal along a straight axis. It achieves this by applying force to the sheet metal surface, stretching it on one side while compressing or squeezing the other.
Diving Deeper into Sheet Metal Bending
Essentially,sheet metal bending is a process that modifies the shape of sheet metal by applying force, which generates moment about an axis. This results in the bent metal sheet or bend sheet metal assuming a curved profile, hence curved sheet metal. The process revolves around bending drawing sheet metal to achieve desired product shapes and designs.
Stay tuned. In our next section, we’ll delve into the various types of sheet metal bending, each with its unique capabilities and applications.
Categories of Sheet Metal Bending
As we embark on the journey of understanding the types of bending, it’s essential to know that the process is more than just bending metal plate or figuring out how to curve sheet metal.So, how to bend sheet metal? The technique involved can be as simple as applying pressure by hand or as complex as using sophisticated sheet bending machines.
In fact, there are several types of sheet metal bending, each with its unique characteristics, applications, and advantages
Air Bending
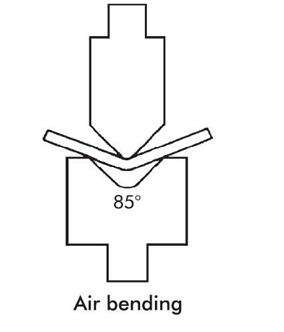
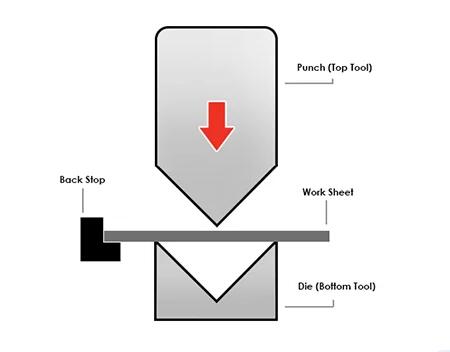
Air bending is one of the most commonly used sheet metal bending techniques. In this process, the sheet metal is placed over a die, and a punch pushes into the metal, causing it to bend over the die. The bending process stops just before the metal contacts the die, hence the term ‘air bending’. The bend angle is determined not by the die, but by how deep the punch descends into the die.
Air bending sheet metal has several benefits. It’s highly versatile, capable of producing various bend angles with the same die and punch set. This technique also allows for a smaller flange length compared to other bending processes, making it an ideal choice for numerous applications.
Bottoming or Bottom Bending
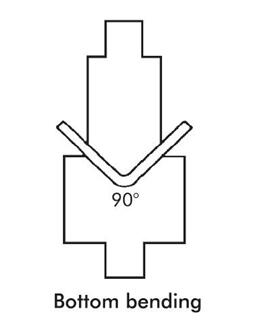
Bottom bending, another subcategory of bending, is a more precise method than air bending. In this process, the punch forces the sheet metal into the die, causing the metal to take the exact shape of the die. It involves exerting enough force to overcome the metal’s resistance and make it conform precisely to the die’s shape.
Bottom bending sheet metal comes with its perks. It offers high precision and repeatability, making it an excellent choice for projects requiring exact bends. However, it requires more force than air bending and needs specific tooling for each bend angle, limiting its flexibility.
Coining
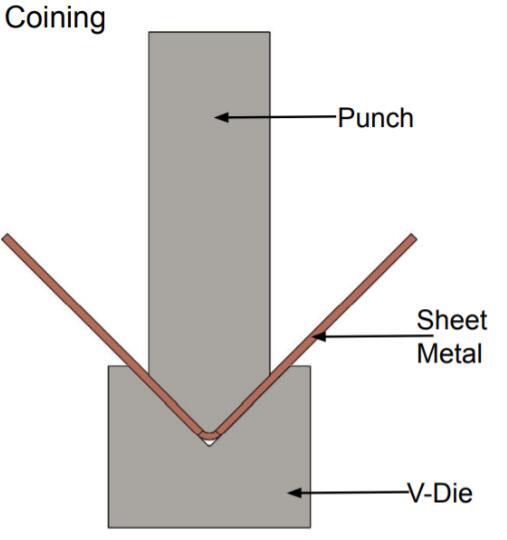
In coining, the sheet metal is forced into the die with such high pressure that the surface of the metal is permanently deformed. This immense pressure results in the exact reproduction of the die shape in the metal, resulting in a bent metal sheet.
Coining offers excellent accuracy and is typically used for parts requiring very tight radius bends. However, this method needs a lot of force, hence may not be the most energy-efficient. Furthermore, the high pressure can cause wear and tear on the tools, which might lead to higher maintenance costs.
Three-Point Bending

The three-point bending process, a relatively modern type of sheet metal bends, utilizes a punch that descends onto the sheet metal, held by two supports. The punch moves downwards, forming a bend in the metal. The bend’s radius and angle are determined by the punch’s shape and depth, offering considerable control over the bending process.
Three-point bending ensures high accuracy bends. It is most often used in the automotive and aviation industries, where accuracy in component production is crucial. However, it may require specific tooling to accommodate different bend angles and radii.
Folding
Moving onto folding sheet metal techniques, the term ‘folding’ is often used synonymously with ‘bending’. However, in a more specific sense, folding refers to a process where a bending blade moves upwards, pressing the sheet metal into a folding beam to create a bend.
Folding is a fast, efficient process, great for large parts, making it particularly popular in the roofing and HVAC industries. The versatility of folding allows it to accommodate a wide range of sheet metal bending types, making it an essential process in the industry.
Stay tuned for the continuation of the journey, where we will discuss more sheet metal bending techniques, such as V bending, roll bending, rotary draw bending, and U bending.
Wiping
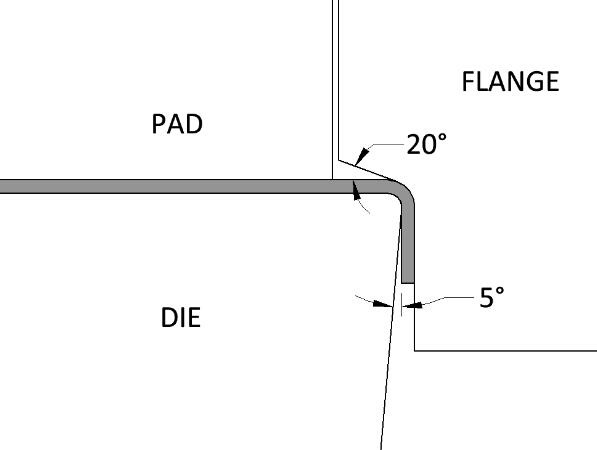
Continuing our exploration of types of bending in sheet metal, next on our list is wiping, also known as edge bending. This sheet metal bending technique is used to create closed bends, often seen in channels and enclosures.
In wiping, the sheet metal is placed between a die and a punch, with the punch then pushing the metal into the die. As the punch forces the metal into the die, the metal bends around the edge of the die, hence the term sheet metal edge bending. This bending process is a popular choice for creating corners on boxes, enclosures, or other parts where two sides need to meet at a precise angle.
V Bending
As the name suggests, this technique forms a “V” shape in the metal, by pressing it into a V-shaped die.
V Bending offers excellent versatility in forming different bend angles. The bottom of the “V” can be made narrower or wider, depending on the desired bend angle. Also, the die’s depth can be changed to vary the bend’s length, making it a flexible process for various applications.
This method is less labor-intensive compared to other sheet metal bending techniques, and it provides high-quality bends. However, careful setup is required to ensure the correct bend angles and depths, and tooling can be expensive for unique or complex bends.
Roll Bending
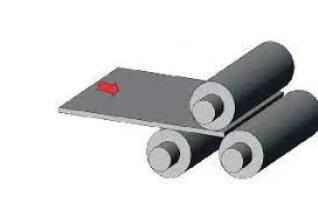
The next on our list of sheet metal bending types is roll bending. This method uses three rolls in a pyramid configuration to roll the sheet metal into a smooth, circular shape. The metal sheet passes through the rolls several times, gradually curving more with each pass until the desired shape or radius is achieved.
Roll bending is ideal for forming large curved sheet metal components, such as cylindrical shapes or arcs. It’s also a fantastic method when you’re looking to create conical or even helical forms. It is most often used for bending metal plates and large sheets of metal, including those used in shipbuilding, aerospace, and construction industries.
Rotary Draw Bending

Following roll bending, we have rotary draw bending. This method is one of the primary procedures used when you’re trying to achieve very accurate, repeatable bends. A die set, comprised of a pressure die and a rotary draw, is used to shape the metal around the former, providing a smooth, tight radius bend.
In rotary draw bending, the tube or pipe is clamped to the rotary draw bender, which then rotates, drawing the tube around the center bending die. This bending technique is ideal for producing tight, consistent bends in tubing and is often used in automotive, construction, and manufacturing industries.
U Bending
As the name implies, U Bending involves bending a sheet metal workpiece into a U shape. It’s similar to V Bending but the bend angle is larger, essentially creating a semi-circular bend. This bending process is often used when manufacturing channels or when a large, round bend is needed in a piece of sheet metal.
Handy Tips for Effective Sheet Metal Bending
Choosing the Right Sheet Metal
Choosing the appropriate material is fundamental for a successful bending process. If you’re a beginner, it’s advisable to start with aluminum due to its lower strength and increased formability. As a rule of thumb, a good starting thickness for aluminum is around 0.5mm – it’s pliable yet sturdy enough for beginner projects.
For a more robust application, stainless steel might be the better choice. However, bear in mind that it’s more challenging to bend and requires more force. Generally, a thickness of 1.5mm is a good starting point for stainless steel.
Making an Informed Choice of the Bending Technique
There are various techniques available for bending sheet metal, and each has its advantages and limitations. As a beginner, it’s wise to start with simple bending methods like V bending or air bending. As your skill level progresses, you could then explore more complex methods like bottom bending and wiping.
Understanding and Executing the Accurate Bending Force
The force required to bend sheet metal varies depending on the material and thickness of the sheet. For instance, for aluminum of 0.5mm thickness, you would typically need around 8 tons of force per meter of length to make the bend. For 1.5mm stainless steel, you might need approximately 22 tons of force per meter of length.
Controlling Bend Radius and Other Crucial Measurements
As a general guideline, the bend radius should be at least equal to the thickness of the metal. For instance, if you’re bending 1/4 sheet metal, the minimum bend radius should be 1/4 inch.
Additionally, always take into account the “K factor,” which represents the location of the neutral axis after the bending process. The K factor varies between 0 and 0.5, and knowing this value allows you to calculate the developed length of the sheet metal, leading to more precise bending.
Conclusion
Sheet metal bending is a crucial operation in the world of manufacturing and fabrication. It transforms flat sheets of metal into parts of desired shapes and sizes. Understanding the complexities of sheet metal bending, like selecting the right metal material, understanding different bending techniques, and executing the correct bending force, is vital.
This blog is an introduction to sheet metal bending, and there is so much more to explore. For more comprehensive and detailed guides on various sheet metal bending techniques, don’t forget to check out our other blogs and informative articles on wipunch.com.
Frequently Asked Questions
What is the rule of thumb for bending sheet metal?
The general rule of thumb for bending sheet metal is that the minimum bend radius should be at least equal to the thickness of the sheet. Also, the bend allowance (the length of the neutral line between the bend lines, or in other words, the length of the metal being bent) should be calculated to ensure accurate bending.
What tool is used to bend sheet metal?
Various tools can be used for bending sheet metal, such as press brakes, bending hand tools, and even complex machinery for larger projects.
What are the three types of bends?
In the context of sheet metal bending, the three main types of bends are air bending, bottoming, and coining.